溶接ビードとは?きれいな仕上がりにする方法を解説!
こんにちは、溶接棒・溶接機材の通販専門店 WELD ALL(ウエルドオール)です。
「きれいに仕上げるために、溶接ビードについて詳しく知りたい」と考えている方は多いと思います。
今回は、溶接ビードとはなにかや、きれいな溶接ビードのつくり方をご紹介します。
さらに、溶接ビードにおける欠陥や不良の種類、溶接ビードの除去方法などについても解説するので、ぜひ参考にしてみてください。
目次
溶接ビードとは?
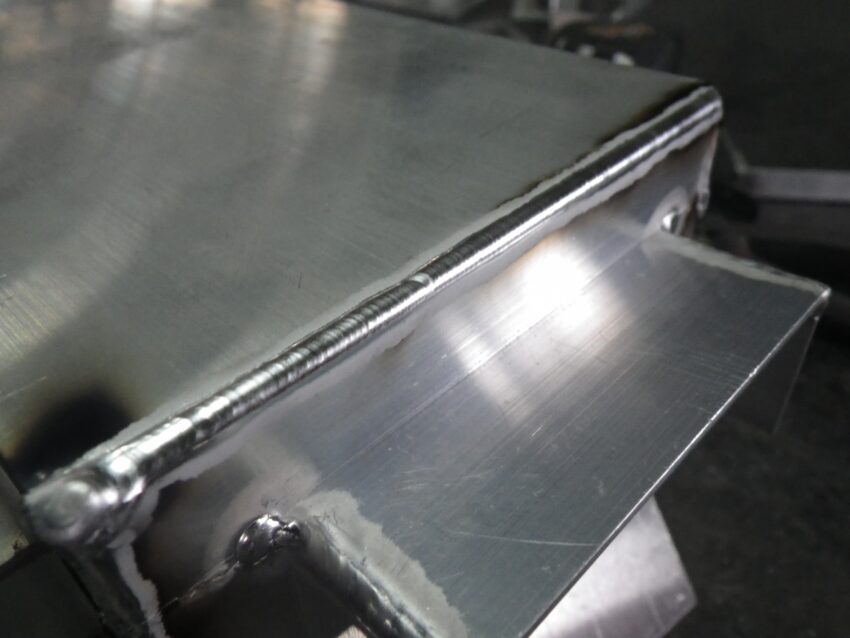
溶接ビードとは、溶接した部分にできる「かまぼこのような盛り上がり」のこと。
溶接時に溶接棒やワイヤーが溶け、その分の質量が加わることで発生します。
また、盛り上がりがなくても、金属と母材が溶けて素材が変化した部分について、溶接ビードと呼ぶことも。
溶接ビードは「ひも出し加工」といわれ、面を強化したり見栄えを良くしたりする目的で行われることもあります。
溶接棒に関しては、以下の記事でも解説しているので参考にしてみてください。
溶接ビード寸法の規格

溶接ビード寸法の規格には、以下のようなものが挙げられます。
| のど厚(溶接ビードの最小厚さ) | 薄板側の板厚の70%以上 |
| 溶け込み深さ(母材表面と溶けた部分の頂点までの長さ) | 薄板側の板厚の20%以上 |
| 脚長(溶接の付け根から) | 薄板側の板厚の80%以上 |
上記の寸法の規格を守って溶接することで、適切な溶接ビードの形状をつくれるでしょう。
溶接ビードにおける欠陥・不良の種類

溶接ビードにおける欠陥や不良の種類は、以下の5つです。
- オーバーラップ
- 余盛り不足
- アンダーカット
- ピット
- 割れ
こちらでは、上記5つについて解説します。
オーバーラップ
オーバーラップとは、溶融金属が母材の表面にあふれてしまい、母材を溶融しない状態で冷えた部分のこと。
これは、溶接速度が遅く、溶着金属が多量になることが原因の場合が多いです。
オーバーラップを起こさないためにも、溶接速度を速めるといった対策が必要になります。
余盛り不足
余盛り不足とは、「開先」や「すみ肉溶接」において、溶着金属が必要寸法以下にくぼんでいる状態のことです。
余盛り不足が発生する原因は、基本的に溶接速度が速いことが考えられます。
ただし、溶接速度が遅くても余盛りが過大になってしまうので注意しましょう。
アンダーカット
アンダーカットとは、溶接ビード止端部が溝のようにえぐれてしまった欠陥のことです。
主に、適切な溶着金属量が得られない場合に発生するため、溶接電流や溶接速度を調整することで改善されるでしょう。
調節する際は、溶接電流を低くし、溶接速度を遅くするのが効果的だといえます。
ピット
ピットとは、溶接ビードの表面に小さな穴が発生する欠陥のことで、これは内部に発生したガス孔が表面に放出されることで起きます。
ピットが発生する原因としては、以下のようなものが考えられます。
- シールドガスの不良
- 脱酸剤の不足
- 母材開先面の錆や油分
- メッキなどの表面付着材
- 溶接材料中の水分
ちなみに、ビード内部に発生したガス孔はブローホールといわれ、こちらも欠陥の一種となります。
割れ
割れとは、溶接部がひび割れになる欠陥のことです。
表面の割れは、主に以下の2種類に分けられます。
- 凝固割れ:凝固時、収縮応力に耐えきれず発生する割れ
- 液化割れ:多層溶接時、前の層が次の溶接より発生する割れ
また、上記を細かく分類すると、「縦割れ」「横割れ」「止端割れ」「クレーター割れ」といったように、欠陥の形や場所で呼ばれ方が変わります。
きれいな溶接ビードをつくるには?
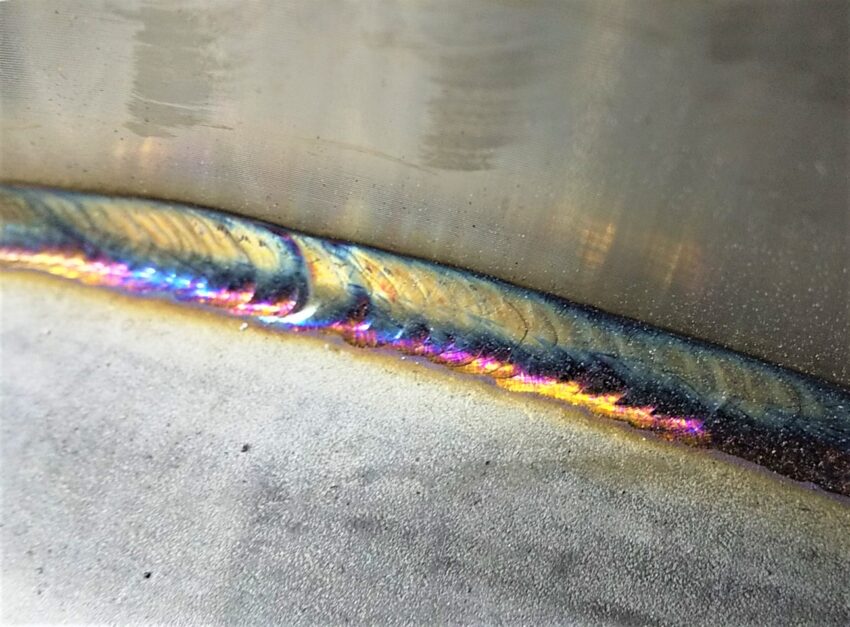
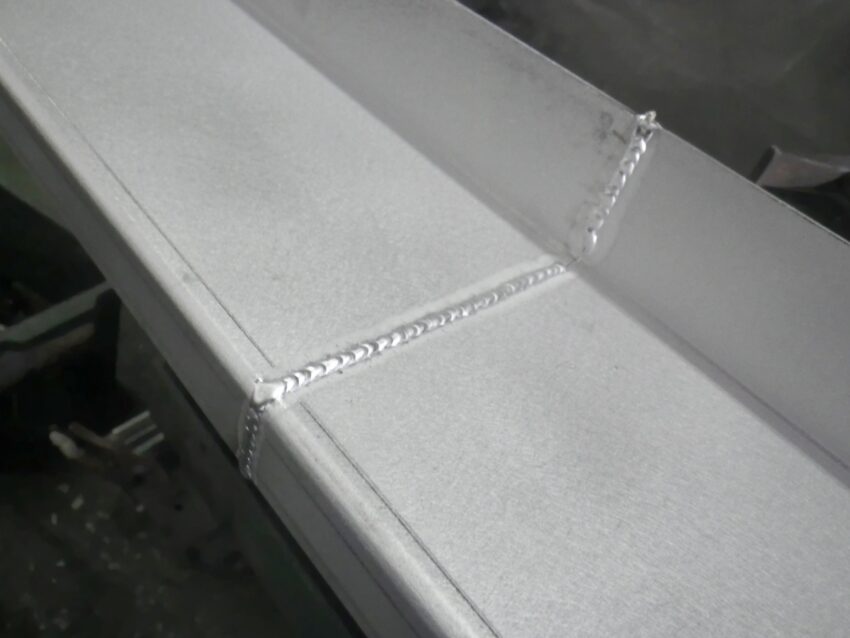
波紋が等間隔のビードは、一般的にきれいな溶接ビードと呼ばれます。
一定の速度での進行や、一定のリズムでの溶接棒の挿入をするといった技術で、きれいな溶接ビードをつくることができるのです。
しかし、きれいな溶接ビードをつくるには相応の技術が必要になるうえ、場合によっては溶接ビードの盛り上がり自体が見た目的に良くないと捉えられることも。
このため、美しく見せることなどを目的に溶接ビードの除去を行うこともあります。
溶接ビードを除去することで、表面が滑らかになりきれいに見える他にも、ビードの溝に雑菌が繁殖することを防ぎ、衛生的に使用できるようにするといったメリットがあるのです。
ちなみに、溶接機の使い方については、以下の記事でも解説しているのでチェックしてみてください。
溶接ビードを除去する方法3つ

溶接ビードを除去する方法は、以下の3つです。
- 切削
- 転造
- 圧延
こちらでは、上記3つの方法を解説していきます。
切削
切削とは、溶接ビードを切削機で削り取る方法のことで、以下のようなメリットとデメリットがあります。
| メリット |
|
| デメリット |
|
切削は仕上がりが良く、費用も比較的安価なうえ作業性にも優れており、大半の業界で活用されるメジャーな溶接ビードの除去方法となります。
切削では、円盤のヤスリが高速回転する工具のサンダーを作業者が手に持ち、出来栄えを確認しながら溶接ビードを削っていきます。
転造
転造とは、溶接ビードを潰す方法のことで、以下のようなメリットとデメリットがあります。
| メリット |
|
| デメリット |
|
溶接ビードを潰す転造は、加工スピードが速いものの、仕上がりの荒さや質量増加といった特徴のある方法です。
圧延
圧延とは、ロールで成形して圧延する方法のことで、以下のようなメリットとデメリットがあります。
| メリット |
|
| デメリット |
|
仕上がりの見た目が良くなるというメリットがある一方、比較的高額な導入コストや質量増加といったデメリットを持っています。
溶接ビードの検査方法

溶接ビードの検査方法は、以下の通りです。
| 目視検査 | 検査者が目視でビードを観察し、欠陥や異常がないか検査する方法。最も一般的に活用されている。 |
| 3Dカメラ検査 | 3次元画像で欠陥を検出する方法。2次元のデータではできない多様な検査が可能となる。 |
| 磁紛探傷方式 | 磁性を持つ材料に磁粉を振りかけ、傷を検出する方法。傷に磁粉が付着することで、目視の検査が行いやすくなる。 |
| 浸透探傷方式 | 目立つ色の浸透液や現象液を塗布し、傷を目視で確認しやすくする方法。 |
| 放射線透過試験 | 材料に放射線を照射し、欠陥をフィルム上に映して検出する方法。内部欠陥の位置や大きさを調べることができる。 |
| 超音波探傷試験 | 超音波を材料の内部に伝播させ、反射した超音波を元に欠陥を検出する方法。 |
上記のような溶接ビードの検査は、「品質が基準に達しているか」「溶接の強度や耐久性が保証できるか」を判断するうえで重要なプロセスです。
基本的には目視にて検査を行いますが、検査精度が検査者によって変わるうえ、内部の欠陥は目視検査できないため、他の検査方法を活用することも多くあります。
溶接ビードとは、まとめ

溶接ビードとは、溶接棒などが溶けて溶接した部分にできる「かまぼこのような盛り上がり」のことです。
きれいな溶接ビードをつくるには、一定速度での進行や、一定リズムでの溶接棒の挿入といった技術を身につける必要があります。
また、溶接ビード寸法の規格を守り、欠陥や不良がないように検査することも重要なので押さえておきましょう。
「溶接を始めるために、溶接棒などの溶接用品を一通り揃えたい!」という方は、ぜひ通販専門店のWELD ALL(ウェルド・オール)の公式サイトをご覧ください。
WELD ALLでは、プロ向けの商品だけでなく、DIYで活用できる溶接用品も幅広くご用意しております。
この投稿へのコメント
コメントは受け付けていません。